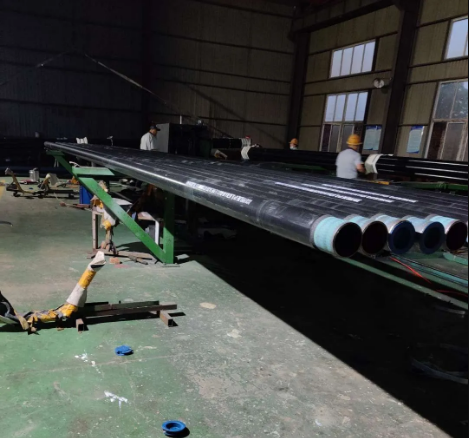
As buried pipe delivering water, 3PE anti-corrosion coated pipes has been widely used in government projects in various countries. This is the first time for Decho to export 3PE coated pipes since its new establishment in 2018
The customer for this order is a steel distributor in Bangladesh. He has been engaged in steel pipe sales for nearly 20 years and has a good supply relationship with the Bangladesh government. After several email and telephone communications, the customer’s trust on Decho is more sufficient, and a full container quantity is finally confirmed as the trial order. Soon after order received, Decho sorted out the customer’s requirements. Although it is the most conventional seamless steel tube size, We implement each requirement in detail, no matter from the wall thickness to the thickness of the 3pe coatings, the packaging method to the marking. Because we firmly believe that the fulfillment of every small request is the cornerstone of continuous transactions in the future.
We received email that the customer intends to rush to the shipment date by December 20, at the same time ,we just received L/C from bank. We contacted the logistics department urgently to book a position on the 20th. And we purchased the seamless pipe from stock on the same day. After the processing bevel end on the two days, the bare pipe finally arrived at the coating mill . The production of 3PE coating started in the morning ,at noon , the container entered the factory. We make loading work as while as production.Until 21:00 in the evening,The loading work finished. Now,the customer’s order has been loaded and will be arrive to Bangladesh soon. The customer was informed that this order could be delivered to Bangladesh as his expectation. He highly affirmed the efficiency of Decho’s service and promised us that more new orders would be handed over to Decho in the future.
This order is small, but the original intention of serving customers has not changed. Regardless of how big the order is, Decho is a good partner for customers to be relied on
Building the world and striving the world, Decho is doing its best.
https://www.tjdecho.com/wp-content/uploads/2021/01/2.png800800Adminhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngAdmin2021-01-15 07:32:332021-01-15 07:32:333PE Coated Seamless Steel Pipe Order for Bangladesh Government Delivered Sucessfully
YK30 steel is an oil-quenched carbon tool steel, often used in stamping dies, fixtures, gauges, paper knives, auxiliary tools, etc.
Characteristic
Vacuum degassing refined steel with stable quality;
Good hardenability, oil-cooled hardening (less quenching and deformation);
Good toughness and wear resistance, durable tools;
YK30 adds Mn and Cr on the basis of SK105 to improve the hardenability.
Applications
Gauges, razors, files, cutting tools: tempering temperature 150~200℃;
Blanking die, stamping die, bending die, finishing die: tempering temperature 180~230℃;
Steel chisel and woodworking cutting tools: tempering temperature 200~250℃.
Chemical Composition
Steel Number: YK30 JIS Corresponding Steel Number: SKS93
chemical composition(%):
C :1.00-1.10
Si : 0.15-0.50
Mn : 0.60-1.10
Cr : 0.10-0.50
P : 0.030 or less
S: less than 0.030
Hardness
Annealing (HB)≦217
Quenching and tempering (HRC)≦63
YK30 transformation point (℃)
Ac725~765 Ar700~600 Ms150
Decho is a professional supplier on YK30 steel . If you need any , pls feel free to contact us by email [email protected]
https://www.tjdecho.com/wp-content/uploads/2021/01/en-19-alloy-steel-round-bar-500x500.jpg800800Adminhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngAdmin2021-01-14 03:16:402021-03-11 06:50:21what is YK30 tool steel ? Applications and heat treatment of YK30 steel
The production process of seamless steel pipes is mainly divided into two types: cold-drawn and hot-rolled. The production process of cold-rolled seamless steel pipes is more complicated than that of hot-rolled steel pipes. The pipe billet must firstly be under three-roll continuous rolling, and then sizing test after extrusion. If the surface does not respond to cracks, the pipe will be cut by a cutting machine about one meter length. Then entering into annealing process, the annealing should be pickled with acidic liquid. When pickling, pay attention to whether there is a lot of blistering on the surface. If there is a lot of blistering, it means that the quality of the steel pipe does not meet the corresponding standards.
Main production processes of hot-rolled seamless steel pipes (*main inspection processes):
The main production process of cold rolled (drawn) seamless steel pipe:
Billets preparation → pickling and lubrication → cold rolling (drawing) → heat treatment → straightening → finishing → inspection
How to distinguish hot rolled pipes and cold rolled pipes ?
In length, cold-rolled seamless steel pipes are shorter than hot-rolled seamless steel pipes. The wall thickness of cold-rolled seamless steel pipes is generally thinner than that of hot-rolled seamless steel pipes, but the hot-rolled seamless steel pipes look brighter on the surface without much rough caliber and there are not too many burrs. The delivery conditions of hot-rolled seamless steel pipes is generally delivered after hot rolled or heat treatment. After the quality inspection, the hot-rolled seamless steel pipe must be strictly hand-selected by the inspectors. After the quality inspection, the surface should be oiled, and then followed by multiple experiments. After the hot-rolling treatment, the piercing experiment should be carried out. If the perforation is too large, it must be straightened. After straightening, it is transferred by the conveyor to the flaw detector for flaw detection experiment, and finally the label is affixed, the specification is arranged, and then it is placed in the warehouse.
Decho is able to supply various seamless steel pipes with different specifications and for different usages, if you are interested in our seamless steel pipes, please contact [email protected]
https://www.tjdecho.com/wp-content/uploads/2021/01/3.jpg800800Adminhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngAdmin2021-01-13 06:43:272021-03-11 06:50:41How are seamless steel pipes produced?
Steel and aluminum have different chemical and physical properties, such as melting point, thermal expansion coefficient, elastic modulus, etc. When welding steel and aluminum by hot working welding process, they will face many problems, that is, aluminum and steel are prone to form very hard and brittle IMP phases (Intermetallic phase), the greater the welding heat input, the more IMP phases are generated. This brittle stage severely destroys the static and dynamic strength of the joint and reduces the plasticity of the joint. Their main physical differences are as follows:
Steel can melt part of aluminum in a solid state, but when the aluminum content exceeds 12%, the crystal structure changes fundamentally, forming a very hard (250-520hv) and fragile mixture of FeAL (network) and Fe3Al (network). If the aluminum content in the mixture of Fe2Al , Fe2Al5 and FeAl3 is further increased, higher hardness (600-1100 HV) and higher brittleness are provided. This fragile material is the result of the diffusion of steel in aluminum or aluminum in steel. When the electrochemical potentials of two different materials are different, molecular diffusion occurs to compensate for the potential difference. The greater the potential difference (E~1.22v of steel and aluminum), the greater the diffusion tendency.
However, when the thickness of the IMP brittle phase of the welded joint is less than 10m, its brittleness becomes less important and obvious. At this time, the performance of the workpiece mainly depends on the ductility of the substrate. Corrosion is another major problem, because the electrochemical potential of these two materials is completely different, leading to electrolysis (equivalent to a battery), while the potential of aluminum is very low, and the negative electrode will corrode with electrolysis. In summary, the welding of steel and aluminum needs to meet two requirements:
IMP phase thickness at the joint <10 m
Prevent corrosion of base metal after welding
In order to meet these two requirements, a low heat input process is required, and then a special welding wire or weld seam anti-corrosion treatment is required.
CMT (Cold Metal Transfer) technology is developed on the basis of short-circuit transfer, and its heat input is much lower than ordinary GMAW welding. The process is: the arc burns, and the wire is pushed forward until the droplet is shortened. At this time, the wire feeding speed is reversed, the wire is pulled backward, and the current and voltage are almost zero. After the next loop is formed, the arc is reignited, and the droplet transfer begins again before the wire is reconnected. The average frequency of this feedback/pullback movement is as high as 70 Hz.
A successful example is based on the welding of galvanized steel and aluminum. The welding experiment is as follows: the thickness of aluminum is 0.83 mm, the filler is aluminum-silicon material, and the brazing seam is formed on the surface of the steel by melting aluminum and zinc. A 1 mm basic test was carried out at the junction of steel and aluminum. The following table is the average intensity of the test.
The strength loss of the heat-affected zone during the cold metal transfer process is inevitable. During welding and heat treatment of aluminum alloy, the strength of the heat-affected zone loses 30-40% due to the precipitation of crystals to form a mixed crystal structure. Therefore, the heat-affected zone of the joint is the weakest part of the joint, and the minimum tensile strength is about 60% of that of aluminum-based materials. For naturally hardened aluminum alloys, the strength of the heat-affected zone is also reduced due to re-crystallization. The strength reduction is related to the heat input during pre-treatment and welding, and the fracture mainly occurs in the heat-affected zone.
Test data show that welding of steel and aluminum is possible, but steel must be galvanized, and a special low-energy welding process is a prerequisite for success. Welded joints have good tensile strength, corrosion resistance and fatigue resistance, and the IMP brittle phase is less than 2.5m, which is the key to preventing brittle fracture of steel-aluminum joints.
Decho is a professional supplier of various aluminum , steel as well as aluminum alloy, steel alloy products and special treatment metal material and products, if you have such needs, please don’t hesitate to email [email protected] .
https://www.tjdecho.com/wp-content/uploads/2021/01/u521453739529166395fm26gp0_副本1.jpg800800Adminhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngAdmin2021-01-08 09:55:452021-03-11 06:51:05Two important factors that affect welding of steel and aluminum